





I-Electrode yokuWelda yeSinyithi seNsimbi
I-Z308
GB/T EZNi-1
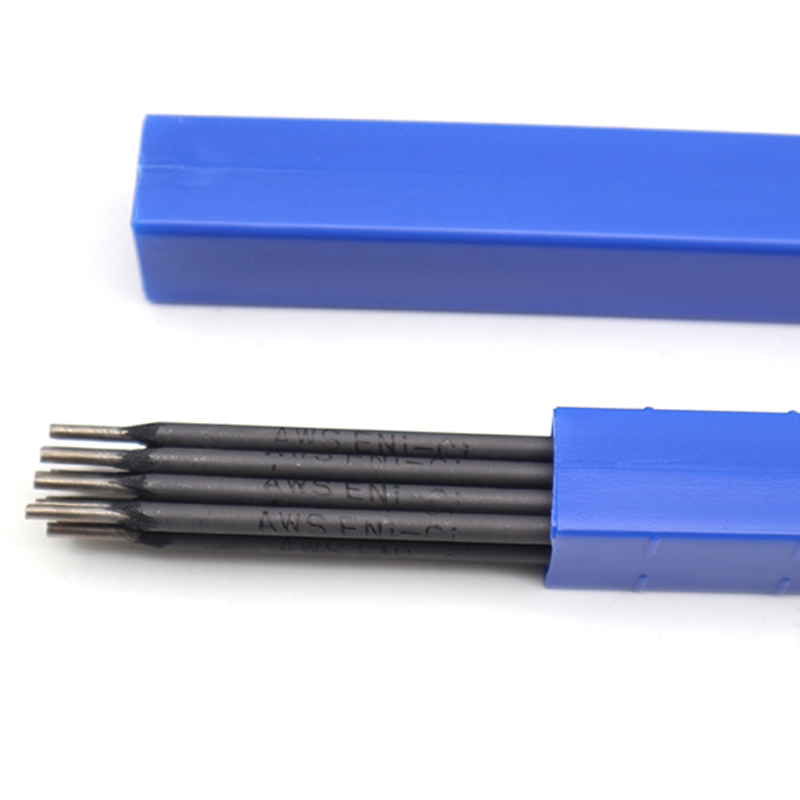
I-AWS A5.15 ENi-C1
Inkcazo: I-Z208 yi-electrode yesinyithi esityhidiweyo enesiseko sesinyithi esiphantsi kwekhabhoni kunye noqweqwe oluqinileyo lwegrafiti. Ingasetyenziselwa zombini i-AC kunye ne-DC. I-weld ingaba yi-grey cast iron xa ipholiswa kancinci, kodwa ukumelana kwayo nokuqhekeka akulunganga.
Ukusetyenziswa: Kusetyenziselwa ukulungisa iziphene kwi-grey iron castings.
Ukwakheka kweekhemikhali zesinyithi esijiyiweyo (%):
| C | Si | Mn | S | Ni | Fe | Ezinye |
| ≤2.0 | ≤2.5 | ≤1.0 | ≤0.03 | ≥90 | ≤8.0 | ≤1.0 |
I-current ecetyiswayo:
| Ububanzi bentonga (mm) | 2.5 | 3.2 | 4.0 |
| Ukuwelda komsinga (A) | 65 ~ 90 | 90 ~ 110 | 120 ~ 150 |
Isaziso:
1. I-electrode kufuneka ibhakwe iyure e-1 malunga ne-150℃ ngaphambi kokuba isebenze nge-welding;
2. Uxinzelelo kwindawo yokulungisa iintsimbi lunokupheliswa ngokubethelela intsimbi ukuze kuthintelwe ukuqhekeka.
I-Wenzhou Tianyu Electronic Co., Ltd. yasekwa ngo-2000. Besisenza ushishino lokuvelisa ii-electrode zokuwelda, iintonga zokuwelda, kunye nezinto ezisetyenziswayo zokuwelda kangangeminyaka engaphezu kwama-20.
Iimveliso zethu eziphambili ziquka ii-electrode zokuwelda zentsimbi engagqwaliyo, ii-electrode zokuwelda zentsimbi yekhabhoni, ii-electrode zokuwelda ze-alloy ephantsi, ii-electrode zokuwelda eziphezu komhlaba, ii-electrode zokuwelda ze-nickel kunye ne-cobalt alloy, ii-wire welding zentsimbi emild kunye ne-low alloy, ii-wire welding zentsimbi engagqwaliyo, ii-wire ze-flux cored ezikhuselwe yigesi, ii-wire welding ze-aluminium, ii-inferiored arc welding. ii-wire, ii-wire welding ze-nickel kunye ne-cobalt alloy, ii-wire welding ze-brass welding, ii-wire welding ze-TIG kunye ne-MIG, ii-electrode ze-tungsten, ii-electrode ze-carbon gouging, kunye nezinye izixhobo zokuwelda kunye nezinto ezisetyenziswayo.


